我公司现有12条国内先进的铸锭生产线。国际国内领先的线热轧生产线三条,1+4(1粗轧+4精连轧)两条、1+1(1粗轧+1可逆式精轧)一条,热轧(坯料)成品年生产能力达200万吨。高精度冷轧(箔轧)机生产线30条,冷轧、箔轧成品年产能近200万吨。后续精整生产线有德国欧洲进口设备高精度分条机、飞剪机、分切机、拉弯矫、拉伸机、抛光机、淬火线、退火炉等,能够满足客户几乎所有产品加工需求。


我公司所有原材料均分类、分区、定点存放,储存现场有专人按照6S标准管理,确保原料不被污染和使用时不出现混料现象。




熔炼工序从投料、熔化、成份配制、精炼、除气、除渣、炉温控制等每一步都严格按照工艺技术操作规程执行,我们更加注重过程管理和细节控制,为保证产品打下良好基础。




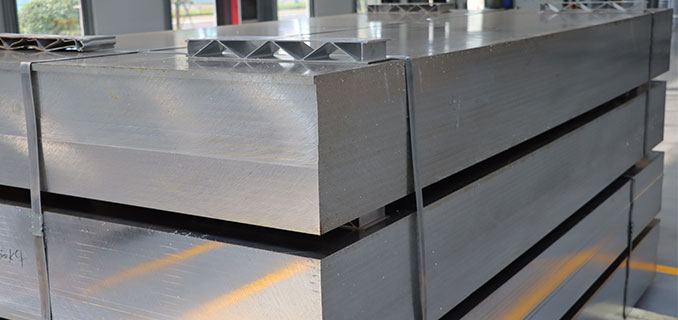
浇铸工序是将加工合格的铝液通过竖井按规格要求铸造成大板锭。



静置炉是将熔炼合格的铝液导入静置炉内等待浇铸。





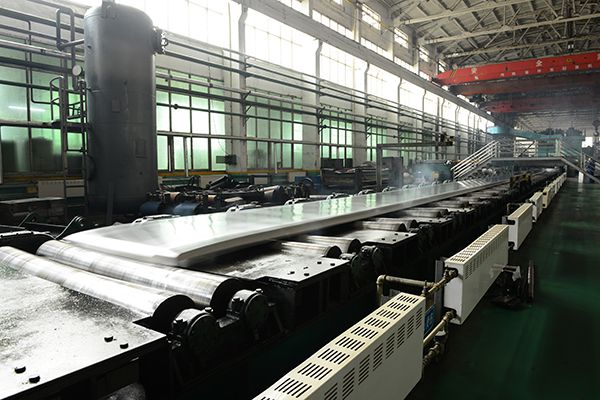



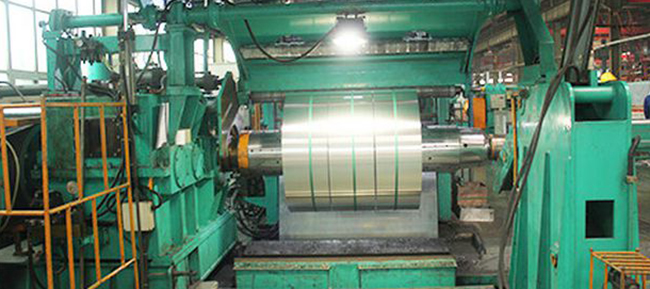
1+4热连轧是把加热后的大板锭通过可逆式热粗轧机扎到要求厚度,然后经过4台热精轧出成品卷材,整个过程要连贯,保证成品终轧温度在工艺要求范围内。
我们拥有国内首条自主研发的“1+4”热连轧生产线,工艺设备、自动化控制实现完全国产化,可生产2.0~10mm×950~2680㎜×C的热轧卷和8~80㎜×1000~3100㎜×2000~15000㎜的铝合金板。产能可达45万吨/年。



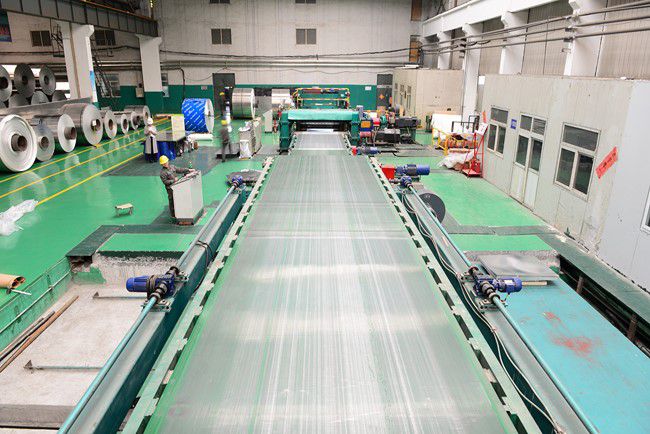
冷轧工序是把热轧坯料生产成客户要求厚度和宽度。



锯切工序是将铸造板锭上的头尾部工艺废料切除,或将板锭锯切成客户需要的尺寸规格。



打磨工序是为了提高成品表面精度,进行的表面处理过程。




箔轧工序是把铝板轧的更薄的工序,一般厚度都在0.2mm以下。



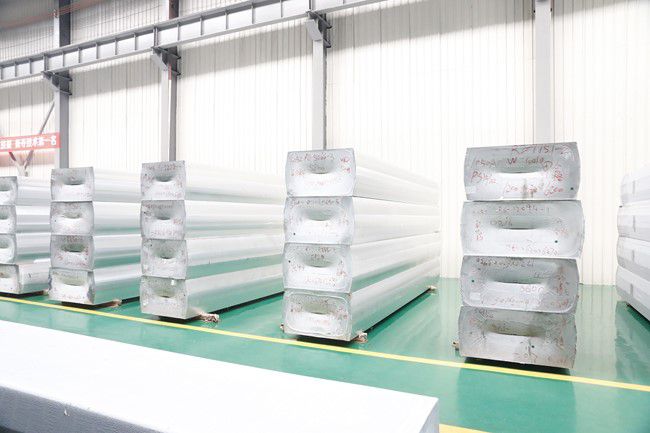
淬火工序是将可热处理强化的铝合金进行固溶处理的工序,为下一步的加工和时效做准备。



飞剪是将卷材剪切成板材(片材)的工序,同时可以对板型进行校正。




分切机是将大卷经过纵剪分切成小卷的过程。

切片是将卷材横切为片材,同时可以对板型进行校正

精密锯是将中厚板边部废边切除,并锯切为客户需要宽度和长度。

拉伸机是对中厚板进行预拉伸,消除内应力,使成品板型更好




拉弯矫直机是通过弯曲拉伸使卷材板型更好,降低或消除板材波浪。

抛光工序是为了提高板材表面光洁度进行的抛光处理。



退火工序根据产品要求,将铝材加热后部分或全部消除内应力,是铝材强度达到客户需要。

中频炉是将铝冷料加热熔化,通过抬包车倒入熔炼炉进行合金化处理。




铸轧工序是将铝液通过连铸连轧的方式生产成一定厚度的铝卷。



彩涂生产线主要根据客户定制生产各种彩色铝、铝卷等产品
彩涂生产线是把彩色涂料经过滚涂(或喷涂)的方式涂在铝板表面,让铝板呈现各种亮丽的颜色和图案,是铝材用途更加广泛。